Natural gas production in the U.S. is growing at ~6% annually with dry natural gas production levels expected to reach ~95 billion cubic feet per day by 2021. Natural gas production growing rapidly in the most cost-competitive plays such as Permian, Haynesville, and Eagle Ford is also high in sulfur content. Operators are increasingly installing new sulfur removal units to remove sulfur from natural gas in these plays.
Sulfur removal technologies are used in regions producing natural gas with high sulfur content, typically greater than 100 ppm. For U.S. shale, Permian, Eagle Ford, and Haynesville typically produce sour gas that has higher sulfur levels as compared to other shale plays. Operators install sulfur removal units to reduce flaring of acid gases that might limit natural gas production in anticipation of reaching SO2 emission permits. Due to corrosion concerns, most pipeline operators have a 4-ppm sulfur specification set on natural gas that is being transmitted through their assets. Operators try to minimize corrosion which is caused by high-sulfur natural gas when stored in storage tanks or transmitted via pipelines by installing these units. Another important reason for the need of these units is the safety for personnel and the community which is the foremost consideration when dealing with natural gas containing large amounts of H2S.
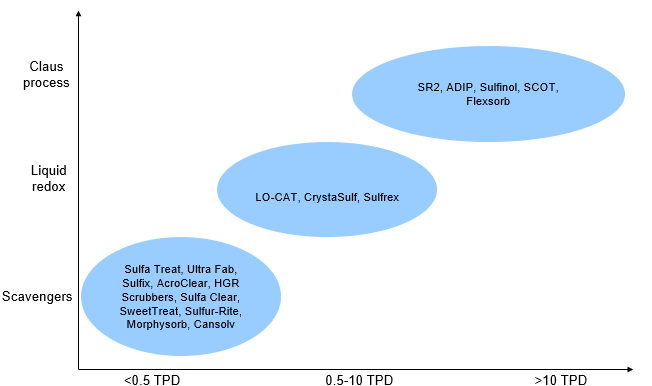
Exhibit 1: Illustrative list of sulfur removal technology offerings by vendors
Sulfur removal units of varying levels of capability are used along the entire oil and gas value chain. Exhibit 1 provides an illustrative list of sulfur removal technology offerings by vendors. Natural gas at the wellhead contains H2S in various concentrations ranging from 75 to 1,00,000 ppm, depending on the region. Upstream operators use either solid or liquid scavengers to treat the sour gas before it enters transmission pipelines. Solid scavengers comprise a fixed bed system filled with adsorbent materials that are typically metal oxides of zinc, copper, or iron. The media is non-regenerative and requires significant time and labor to be replaced in sulfur removal units. Liquid scavengers generally take up less space and weight than solid scavengers but are significantly less efficient. Triazine is the most widely used non-regenerative liquid H2S scavenger in the oil and gas industry.
Upstream and midstream operators also employ liquid redox technology to remove sulfur. Liquid redox employs aqueous-based solutions containing metal ions, usually iron, which are capable of transferring electrons. Sour gas is contacted in an absorber with the aqueous, chelated iron solution where the H2S is absorbed and ionizes into sulfide and hydrogen ions.
In midstream, gas processing plants receive gas from wellheads and rely on amine treatment, Claus process, and tail gas treatment, in that order, to recover sulfur. Oil refineries generate flue gases that are rich in H2S and CO2 which are typically treated to recover sulfur using amine treating, Claus process, and tail gas Treating. Claus process is a catalytic chemical process that is used for converting gaseous hydrogen sulfide (H2S) into elemental sulfur (S). The gas is combusted and passed through a series of reactors to make vaporized sulfur.
-Utkarsh Gupta and Uday Turaga
About ADI Analytics
ADI is a prestigious, boutique consulting firm specializing in oil and gas, energy, and chemicals since 2009. We bring deep expertise in a broad range of markets where we support Fortune 500, mid-sized and early-stage companies, and investors with consulting services, research reports, and data and analytics, with the goal of delivering actionable outcomes to help our clients achieve tangible results.
We also host the ADI Forum that brings c-suite executives together for meaningful dialogue and strategic insights across the oil & gas, energy transition, and chemicals value chains. Learn more about the ADI Forum.
Subscribe to our newsletter or contact us to learn more.


