Post-combustion, pre-combustion, and oxy-fuel combustion are the three main methods of capturing CO2 from large-scale industrial facilities. Most of the CO2-capture technologies today are amine-based solvents for wet absorption. Fluor Corporation, Mitsubishi Heavy Industries, Aker Solution, and BASF are some prominent amine-based solvent vendors. Various commercial plants use their technologies, but what alternatives exist to amine-based CO2 capture technologies? Why would non-amine-based technologies be preferred over amine-based solvents? ADI identified a few non-amine-based CO2 capture technologies and studied how these technologies evolving as CCS capacity grows (Exhibit 1).
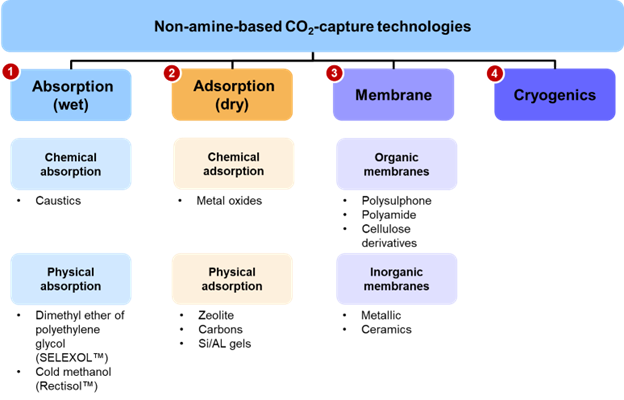
Exhibit 1: Main non-amine-based CO2 capture technologies (Source: ADI Analytics)
1. Wet absorption CO2-capture technology
Non-amine-based solvents include carbonate-based solvents, such as sodium carbonate (Na2CO3) and potassium carbonate (K2CO3). Compared with the monoethanolamine (MEA) benchmark, carbonate-based solvents have shown high performance in CO2 separation from flue gas. Sodium carbonate can absorb CO2 in the presence of pollutants and has lower fouling and corrosion issues than amine compounds, but it requires promoters to enhance its CO2 absorption rates.
Honeywell UOP and Giammarco-Vetrocoke have commercialized potassium carbonate solutions. In 1982, Chaparral Energy & Merit Energy deployed a CCS process at the Enid Fertilizer plant in Oklahoma. The process implemented a potassium carbonate-based absorption unit, which Honeywell UOP provided. In 2007, Giammarco-Vetrocoke placed CO2 removal units that use potassium carbonate as a solvent in the OMIFCO Ammonia/ Urea Complex in Oman, operated by the Oman-India Fertilizer Company.
Physical absorption systems available for commercial-scale, pre-combustion processes include SELEXOL™ and Rectisol™. Dow Chemical Company developed SELEXOL™, which is dimethyl ether of polyethylene glycol, but UOP now licenses it. Rectisol™ is an organic solvent of methanol, which Linde and Lurgi innovated, but since Air Liquide acquired Lurgi in 2007, Rectisol™ is now a proprietary technology of Air Liquide. Of the two, SELEXOL™ is the most preferred solvent among physical solvents for pre-combustion carbon capture plants.
UOP provided SELEXOL™ process licenses to Occidental Petroleum & Sandridge Energy, Chaparral Energy, Denbury Resources, and ExxonMobil in the last decade. In 2000, Dakota Gasification deployed the Great Plains Synfuel Plant and Weyburn-Midale Project using Rectisol™ as their CCS technology from Linde.
2. Dry adsorption CO2-capture technology
Carbon dioxide molecules are adsorbed on a solid adsorbent surface and desorbed by heat or pressure in various processes such as Pressure Swing Adsorption (PSA), Temperature Swing Adsorption (TSA), Enzyme-Catalyzed Adsorption (E-CA), and Electrochemically Mediated Adsorption (EMA). The most commercialized dry adsorption pathways are based on the PSA process. Air Liquide, Air Products, and UOP are the leading vendors of this technology. Air Products has a competitive edge compared to other vendors due to its proven application at its Port Arthur SMR CCS plant. Since 2013, this facility has captured approximately one million metric tons of CO2 per year, and methods of increasing equipment size, reducing energy consumption, and expanding the scope of technology application are at the forefront of Air Product’s efforts in CCS.
In partnership with Electricore Inc., Svante formed the International Carbon Capture Center for Solid Sorbent Survey (ICS3) to focus on demonstrating and testing second-generation CO2-capture technology using advanced solid adsorbent materials. ICS3 will leverage Svante’s testing facilities in Burnaby, British Columbia, the National Carbon Capture Center in Alabama, and Technology Centre Mongstad in Norway to deploy 100- to 500-kilogram-per-day testing facilities over the next few years. Apart from PSA and TSA technologies, E-CA and EMA technologies have yet to be proven commercially.
3. Membrane CO2-capture technology
Membrane-based separation of CO2 takes advantage of differences in the permeation of various gases through a membrane barrier to affect a greater or lesser degree of gas separation, influenced by both the surface adsorption and relative diffusivity of the different gases present. Polymers, metals, and ceramics are all membrane materials that conceptually offer several advantages over conventional, solvent-based CO2-capture technologies:
- No additional water requirements (and in most configurations, membranes recover water from the flue gas)
- Potential for inherent energy efficiency
- Compact and modular with a small footprint and ease in scalability
- Tolerance to high levels of wet acid gases for certain membrane types
- Simple operation with no chemical reactions, moving parts, and heating requirements to recover CO2
In November 2009, Petrobras started injecting high-pressure CO2 into the Miranga onshore field. The CO2 injected into the EOR operation was sourced by separating CO2 from natural gas and oil produced in the Lula and Saphinoa oil fields using membrane-based technology from Membrane Technology Research (MTR).
MTR is the leading developer of membrane technologies for commercial applications and has executed projects with partners in the private and public sectors and academia. Its technology, Polaris™, is a membrane tested at various centers since 2006. Currently, MTR is developing a hybrid membrane-adsorption process system that integrates its Polaris™ technology with amine-based absorption. Leveraging its project experience with Electric Power Research Institute, TDA Research Inc., and Petrobras, MTR will deploy pilot-scale facilities using hybrid and second-generation facilities soon. Other stakeholders active in membrane CO2-capture technologies are Air Liquide, SINTEF Norway, and public universities.
4. Cryogenics-based CO2-capture technology
Cryogenic carbon capture is a post-combustion CO2-capture technology that claims to reduce CO2 emissions by over 95% at less than $45 per metric ton of CO2 using cryogenic process technology. Air Liquide is the most well-known developer of cryogenic CCS technologies, with technologies offered under the CRYOCAP™ trademark. For more than 15 years, Air Liquide has deployed projects from conceptual studies to large-scale operating plants.
Designed to capture carbon dioxide from flue gas, CRYOCAP™ FG uses a pressure-swing adsorption unit before feeding the CO2-rich stream into a cold box, where temperatures under -10°C condense the CO2 gas. CRYOCAP™ Oxy uses oxycombustion to enrich flue gas in carbon dioxide, cutting out pre-concentration requirements typically needed for a flue gas processing unit. Partners of the Kairos @C and Antwerp@C CCS projects, such as ExxonMobil, TotalEnergies, Fluxys, and INEOS, will execute these projects using CRYOCAP™ technology.
Going Blue
ADI Analytics is pleased to share Going Blue; a new blog series focused on CCS in the oil and gas industry. Read our previous blog in this series to gain some insight as to how CCS is growing across the oil and gas value chain.
– Jacqueline Unzueta
About ADI Analytics
ADI is a prestigious, boutique consulting firm specializing in oil and gas, energy, and chemicals since 2009. We bring deep expertise in a broad range of markets where we support Fortune 500, mid-sized and early-stage companies, and investors with consulting services, research reports, and data and analytics, with the goal of delivering actionable outcomes to help our clients achieve tangible results.
We also host the ADI Forum that brings c-suite executives together for meaningful dialogue and strategic insights across the oil & gas, energy transition, and chemicals value chains. Learn more about the ADI Forum.
Subscribe to our newsletter or contact us to learn more.


