
Traditional power plants produce a mix of toxic gases as they burn fuels such as coal and natural gas for power. These emissions include greenhouse gases like carbon dioxide (CO2), methane (CH4), and acid rain-forming oxides of sulfur (SOx) and nitrogen (NOx). NOx can cause severe respiratory problems, stimulate algae growth in waterways decreasing water quality, and react to form nitrous oxide (N2O) which is a greenhouse gas with effects nearly 300 times worse than CO2. The EPA has enacted several policies for reducing NOx emissions over the past several decades covering emissions from transportation exhaust and industrial power plants. This article will cover selective catalytic reduction (SCR) which is one of the primary technologies used for treating NOx and the factors considered when designing SCR systems.
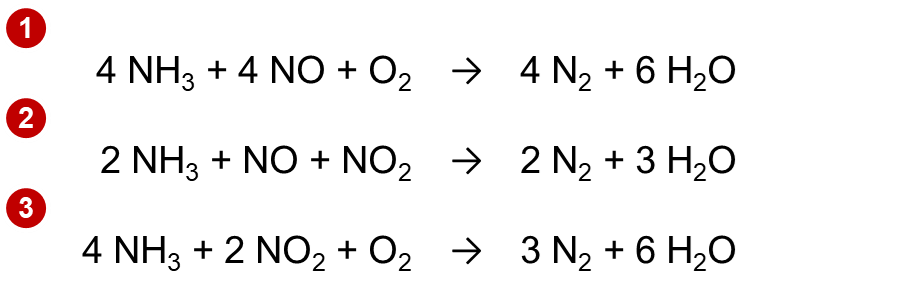
SCR systems remove NOx from flue gas emitted by combustion sources such as gas turbines and power plant boilers. Ammonia (NH3) is injected into the exhaust gas upstream of a catalyst which facilitates the reaction of NOx with NH3 and oxygen (O2) to produce nitrogen (N2) and water (H2O) as shown in Exhibit 1. Operating temperatures for conventional SCR catalysts typically range from 600-700 ˚F, and removal rates for NOx can exceed 90% in common applications.
Selective noncatalytic reduction (SNCR) systems are another technology for post-combustion emissions control of NOx. They work by injecting either ammonia or urea into the furnace. Over half of SNCR systems are found on utility boilers that are 200 MW or less. Operating temperatures are usually much higher than SCR ranging from 1,650-1,800 ˚F. NOx removal rates are only 30-40% in most cases, but under ideal conditions 60-70% removal is possible.
SCR catalysts are often optimized for specific applications. The catalyst formulation is changed based on the application. Coal units prove to be more problematic as catalyst formulations must be adjusted to maximize NOx reduction while minimizing activity for the oxidation of sulfur dioxide (SO2). Gas unit formulas must be adjusted for temperature but not for SO2 oxidation resulting in set formulas typically being used. The design of the structure surrounding the catalyst must also be considered for every application as it can vary based on gas flow parameters and desired pressure drop for the system. Another design lever for SCR catalysts is the size of the cell openings, or pitch, in the substrate that allow gas to pass through the catalyst. Coal units typically have a larger pitch to deal with particles like ash released from burning coal while gas units that do not have to deal with ash have much smaller openings.
The catalytic reaction used in SCR is very dependent on temperature. Catalyst performance can be affected if temperatures are even slightly outside of the range the unit was designed for. As a result, the exhaust gas may need to be heated or cooled before treatment if it is not at the desired temperature. This also means that catalyst performance could be hindered by reduced loading if it results in decreased temperatures.
Growing automotive production in developing countries has resulted in increased demand for pollution control devices in vehicle exhaust systems driving the SCR industry. Demand for SCR systems is growing as a tool to reduce emissions from diesel engines used to power construction equipment and some off-road vehicles. Whereas the scarcity of urea may prove to be a significant barrier to the implementation of SCR in certain areas where the supply of urea is limited.
The largest end-market applications for SCR include power plants, manufacturing, and cement with power plants having over half of the total market share. Major companies in the space include but are not limited to Cormetech, General Electric, Johnson Matthey, Mitsubishi Heavy Industries, and Thermax Limited.
The market for SCR catalysts will keep growing as emissions control requirements continue to become more stringent. Long-term, the market may diminish as coal-fueled power plants phase out, but SCR systems will continue to be a valuable technology for reducing NOx emissions from combustion of natural gas and biomass.
ADI has led several engagements assessing the exhaust gas treatment market using catalytic and non-catalytic approaches.
Please contact us to learn more about our expertise and experience in this industry segment.
– Piercen Hoekstra
ADI Chemical Market Resources is a prestigious, boutique consulting firm specializing in chemicals, petrochemicals, polymers, and plastics since 1990. We bring deep, first-rate expertise in a broad range of markets including chemicals and sustainability where we support Fortune 500, mid-sized and early-stage companies, and investors with consulting services, research reports, and data and analytics, with the goal of delivering actionable outcomes to help our clients achieve tangible results.
Our former industry-leading conference, FlexPO+ is now a part of the ADI Forum, one of Houston’s distinguished industry conferences, bringing c-suite executives from across the value chains in oil & gas, energy transition, and chemicals together for meaningful, strategic dialogue.
Subscribe to our newsletter or contact us to learn more.















